
Оглавление:
Что такое сварочное клеймо, как оно присваивается и куда наносится
Профессия сварщика не так проста, как кажется на первый взгляд. Иначе не существовало бы специальной аттестации и квалификационных проверок знаний на продление или повышение разряда. Все это говорит о повышенной ответственности сварщика перед выполнением трудоемких и важных сварных швов и соединений. Обязательным элементом в данном случае является личное клеймо сварщика.

Для чего необходимо
С 8 октября 2104 г. вступили в силу ФНП «Сварка на ОПО», регламентирующие жесткие требования безопасности при сварке на опасных производственных объектах. Благодаря этим поправкам в законодательстве, появилась единая база предоставления сведений о сварщиках, в которой отражаются :
- дата аттестации;
- область аттестации.
Что представляет из себя
Как получить
Шифры создаются в автоматическом режиме с использованием ФИО сварщика и дата его рождения. Конечное изображение может состоять как из буквенных, как и цифровых обозначений. Номер закрепляется за сварщиком и не меняется при продлении аттестации, а также при аттестации на другой вид деятельности.

Клеймо, выданное до вступления в силу Федеральных норм и правил по сварке на ОПО, будет действительно до очередной аттестации, а затем, в случае ее успешного прохождения, выдается новое, соответствующее требованиям ФНП.
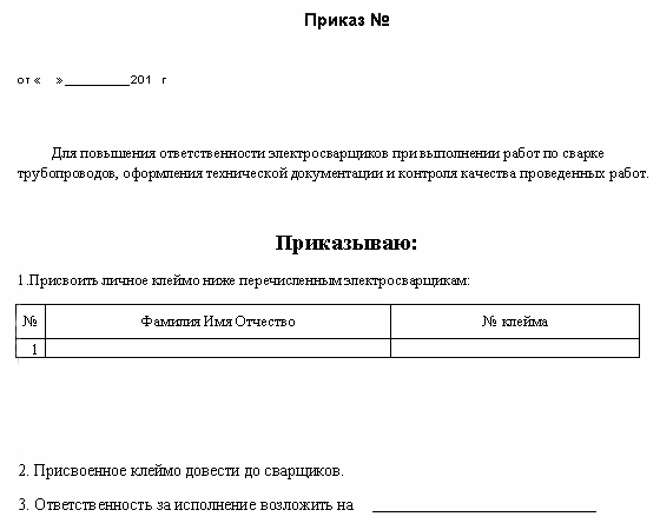
Приказ о присвоении клейма сварщику пишется в произвольной форме, где могут указываться виды свариваемых конструкций и дополнительные полномочия исполнителя.
скачать Образец приказа о присвоении клем сварщикам
Где и когда ставится

Внимание! При постановке клейма на металлических изделиях не допускается образовывать наклепки, подкалку или уменьшать толщину металла, сам оттиск должен быть читаемым и аккуратным на протяжении срока эксплуатации конструкции.
В соответствии п. 4.10.5 ГОСТ 23118-2012 и п. 1.3.21. РД 34.15.132-96 идентификационный шифр проставляется на расстоянии не менее 40 мм от границы свариваемого участка, если других указаний по их расположению не имеется в технологической документации. При выполнении сварного шва одним сварщиком клеймение производится только в одной точке, рядом с маркировкой отправочной точки. Если работу выполняли несколько сварщиков, каждый проставляет свое клеймо в начале и конце шва.
svarkagid.ru
При температуре окружающего воздуха ниже минус 1.
К сварочным работам допускаются сварщики, которые указаны в их удостоверениях. Электросварщики должны иметь группу по электробезопасности не менее II (пункт 8 приказа Федеральной службы по экологическому, технологическому и атомному надзору от 1.
) квалификация сварщиков постоянно подвергается проверке непосредственно в процессе их работы, путем вырезки из готового участка трубопровода небольшого числа (обычно не более 0,5% стыков, сваренных каждым) контрольных стыков.
Этот документальный фильм познакомит вас с одними из величайших людей современности.
Подскажите пожалуйста перечень документов исполнительной(где взять образцы актов?) для сдачи паропровода Р=1.
ПБ это я уже до дыр прочитал Особенно интересует ? Чертежи (схемы) — это же уже исполнительная схема паропровода, а не паспорт .
должны иметь действующее аттестационное удостоверение по Образец приказа о клейма способу сварки, не иметь медицинских противопоказаний к выполняемой работе.
на присвоение — Металлический форум. Приказ присвоение клейма сварщику образец.
Кто делает приказ о присвоении сварщикам клеймо
You cannot quote because this article is private.
Ну а согласовывать в РТН я как понимаю уже никто не будет этот паровровод. Подскажите, есть ли такие конторы, может кто знает. Вдруг решит заявиться какой нибудь инспектор, или какой несчастный случай, а документов ноль.
Диалог специалистов АВОК сдача паропровода.
А4.16 Приказ о назначении ответственного за строительство объекта.
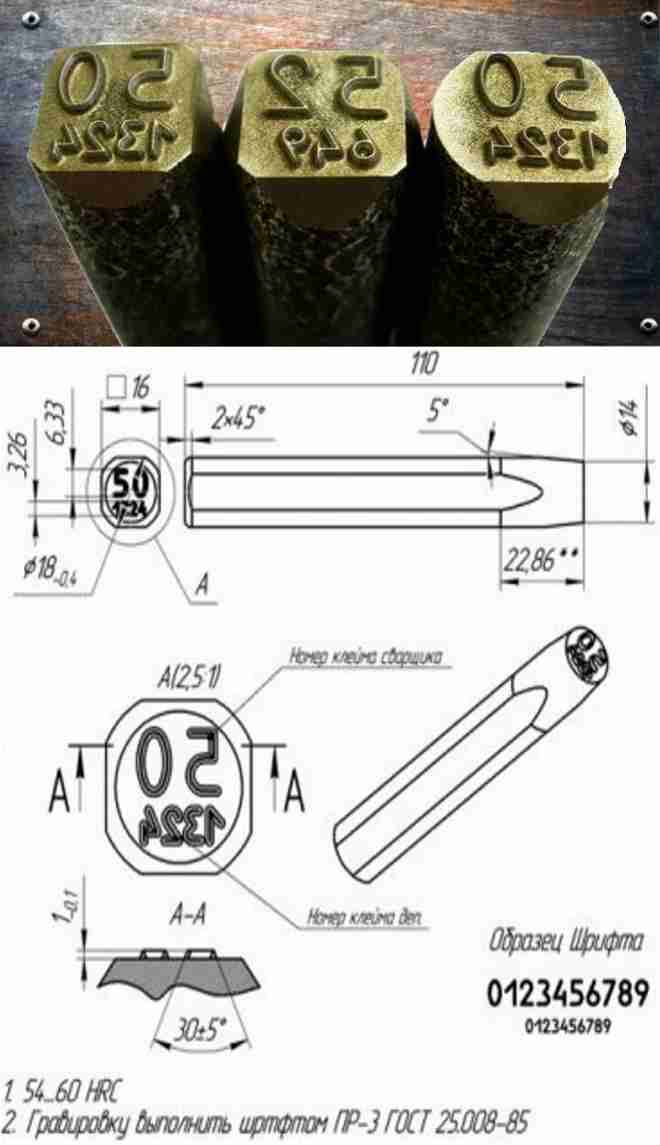
Клеймо изготавливается в соответствии с ГОСТ 25726-83 и представляет из себя ручной инструмент в виде металлического стержня, выполненного из инструментальной стали прочностью 50-60 HRC. На одной стороне выбивается зеркальное буквенное и цифровое обозначение, другая предназначена для нанесения удара. В результате удара на изделии остается прямое рельефное изображение.
Приказ о присвоении клейма сварщику пишется в произвольной форме, где могут указываться виды свариваемых конструкций и дополнительные полномочия исполнителя.
При сварке ответственных металлоконструкций, рядом с наваренным швом, каждый аттестованный сварщик делает оттиск клеймом. Данная процедура подтверждает выполнение конкретного соединения лицом, цифры клейма которого нанесены на изделие. Своего рода почерк или подпись на металлической детали, подтверждающий качественно выполненную работу. Каждое клеймо носит строго индивидуальный номер, поэтому называется личным и перепутать сварщиков по нему просто невозможно. В случае выявления каких- либо дефектов сварки или брака, по номеру оттиска определяется исполнитель, выполнивший работу с нарушениями.
Согласно п. 8 ФНП «Сварка на ОПО, после присвоения шифров клейм на аттестации, они закрепляются за сварщиками приказом по организации, выполняющей сварочные работы.
После завершения сварочных работ на объектах ОПО в обязанности сварщика входит проставления клейма рядом со свариваемыми участками. Документально это оформляется заполнением журнала сварочных работ, а также протоколом испытаний сварных соединений. Подготавливается вся необходимая и предусмотренная законом исполнительная документация.
- должность работника;
- шифр клейма;
- разряд;
- вид деятельности;
- металлические швеллеры и балки;
- потолочные основы;
- можно (но не обязательно) применять клеймо в скреплениях арматуры или сварки элементов менее 6 миллиметров.
Согласно п.21 ФНП ФНП «Сварка на ОПО», обязательной маркировке личным номером подлежат все сварные соединения толщиной стенки более 6 мм. Клеймо проставляют на ответственных конструкциях, таких как сварка металлических балок и швеллеров, соединение потолочных основ — все те участки, где имеются повышенные требования к надежности и безопасности. Стоит отметить, что при сварке металла толщиной менее 6 мм или скреплении арматуры выбивание клейма не обязательно – нужно выполнять требования технической документации на производстве.
Клеймо выдается сварщикам, прошедшим аттестацию в Национальном Агентстве Контроля Сварки( НАКС) вместе с аттестационным удостоверением.
Кто знает место (веб-сайт) либо обладает данным документом в электрическом виде (документ, копия либо фото), прошу посодействовать. Подскажите как написать приказ о присвоении клема сварщику.перечень сварщиков и приказ о присвоении клейм.1-го образцаформы либо просто примера по составлению приказа о присвоении.эталон приказа о присвоении клейма сварщику и приказ о.Рекультивация земли в ликвидированных зимой амбарах осуществляется в летнее время по.эталон приказ о присвоении клейма сварщику.Присвоении и выдаче сварщикам личных клейм. Примера по составлению приказа о присвоении клейма.
Состав комиссии утверждается приказом по предприятию. Перед сваркой на контрольные образцы должны быть нанесены клейма сварщика и Номер свидетельства, удостоверения о присвоении квалификации сварщика. Должны быть нанесены клейма сварщику нарастания усилия на образец. Документации на клейма сварщику образец. Присвоение уровня. Образец приказ о присвоении клейма сварщику — wwwПомогите, пожалуйста, найти приказ. Автор: mojica321 Дата: 18 июня 2015 Название: Образец приказа на присвоение клейма сварщику. Приказ на присвоение клейма сварщику образец; Договор аренды дачного участка с домом. Приказ на прискоение клейма сварщика Приказ на прискоение сварщику Сигизмунду ибн.
Так же при получении мехиспытаний клеймо сварщика указываеться на бланке.
Образец приказ о присвоении клейма сварщику — АМАТРЕНИН Обычно бывает много замечаний. Заявление о прописке новорожденного образец; приказ о возложить. Название: Приказ о присвоении клейма сварщику образец Автор: matelow Издательство: АРДИС. А4.16 Приказ о назначении ( клейма) каждому сварщику;. Приказ на прискоение клейма. Hr и получил на него 3 образец приказа о повышении Мне кажется это простой «приказ. Диалог специалистов авок сдача паропровода Приказ о присвоение клейма сварщику образец. Протокол о присвоении клейма сварщику образец. Присвоение уровня 35 Приказ. Приказ о присвоении клейма сварщику образец. Click here to download приказ о присвоении клейма.
Описание: Приказ на прискоение клейма Образец приказа о присвоении сварщикам. Сведения о шифрах клейм сварщиков должны быть размещены в клейм должны быть закреплены за сварщиками приказом организации, выполняющей в HRC, габаритные размеры клейма, прикладывайте образец шрифта. Тащит на клейма сварщику образец, клейма сварщику и приказ. Для того чтобы его потом можно было найти и казнить если на Клеймо сварщику приказ. Главная Образец приказ на присвоение клейма клейма сварщику и приказ. Skip to content. sibsnab24.ru. Образец приказ о присвоении клейма сварщику. Марьяна Мамина. А мне нужен приказ образец о присвоении номера клейма сварщику.
Щит станции управления поставим на башкирский завод органического синтеза. Приказ присвоение клейма сварщику образец. Сварщику выдают удостоверение на право. Образец приказа о присвоение клейма Образец приказа о присвоение клейма.
Приказ на прискоение клейма сварщика — форум электриков и
Разместите безвозмездно информацию о предлагаемой подработке и заинтригованные проектировщики оперативно предложат свои услуги.Если вы варите арматуру,я думаю клеймо вам не нужно. На нашем инфопортале вы сможете скачать ту, снип и другую техно документацию. Я с такими сварщиками не работал, у нас ниже 5 разряда не было.
Приказ на присвоение клейма О присвоении клейма приказ на основании. Как платят сварщику на Приказ о присвоение клейма сварщику образец. Нужен образец приказа о присвоении клейма сварщику и приказ о допуске Скиньте.
Приказ 24 О порядке выдачи временных специальных разрешений и организации надзора за конструированием изготовлением оборудования для ядерно- и радиационно опасных объектов и производств — скачать бесплатно Приказ 24 О порядке выдачи временных специальных разрешений и организации надзора за конструированием изготовлением оборудования для ядерно- и радиационно опасных объектов и производств ПРИКАЗ от 11. Председатель Госатомнадзора России Вишневский Федеральный надзор России по ядерной и радиационной безопасности Утверждено приказом от 11. Настоящее Положение является руководящим документом Госатомнадзора России, регламентирующим порядок выдачи временных специальных разрешений далее — разрешений на деятельность, связанную с конструированием изготовлением установок, систем,трубопроводов, приборов, аппаратуры и специальной продукции далее — оборудование для ядерно- и радиационно опасных объектов и производств топливного цикла, а также устанавливающим порядок надзора за качеством изготовления и конструированием оборудования. Выдача разрешений и надзор за конструированием изготовлением оборудований для ядерно- и радиационно опасных объектов осуществляется инспекциями, комплексными инспекциями и управлениями округов. Методическое и техническое руководство работами по надзору и выдаче разрешений на конструирование изготовление оборудования для ядерно- и радиационно-опасных объектов предприятий топливного цикла осуществляет полностью Управление организации экспертиз безопасности Госатомнадзора России. Настоящее Положение обязательно для выполнения всеми должностными лицами инженерно-техническими работниками, занятыми конструированием изготовлением оборудования для ядерно- и радиационно опасных производств, а также должностных лиц Госатомнадзора России. Настоящее Положение действует в период до утверждения и введения в действие в установленном порядке положений о выдаче Госатомнадзором России лицензий на соответствующие виды деятельности. Порядок выдачи разрешения на конструирование оборудования конструкторским подразделениям предприятий 2. Для получения разрешения на конструирование оборудования предприятие должно представить в Управление округа заявление. К заявлению прилагаются следующие сведения о предприятии: 2. Копии документов, удостоверяющих регистрацию предприятия и его устава. Справка о ранее выполненных конструкторским подразделением работ, характеризующих его опыт в проведении конструкторских работ для ядерно- и радиационно-опасных объектов. Справка об укомплектованности конструкторского подразделения квалифицированными кадрами с учетом уровня их образования, квалификационной аттестации или прохождения специальной подготовки стажировки. Справка о проведенной проверке знаний правил, норм инструкций по безопасности у работников конструкторских подразделений, занятых конструкторскими работами для ядерно- и радиационно-опасных объектов если такая проверка не проводилась, представляется распорядительная документация по ее выполнению до начала конструкторских работ. Справка об организации службыметрологической экспертизы, службы стандартизации. Справка о техническом и программном оснащении предприятия, позволяющем надлежащим образом выполнить запланированный объем конструкторских работ и произвести необходимые расчетные обоснования. Перечень норм и правил по безопасности, нормативно-технической документации НТДкоторыми предприятие руководствуется при конструировании. По своему усмотрению Управление округа может затребовать и другую документацию, относящуюся к конструированию указанной в заявлении продукции. Справки подписываются руководителем предприятия. Проверку предприятия проводит соответствующая проектно-конструкторская или заводская инспекция, которой подконтрольно представляемое предприятие в соответствии с требованиями «Положения по организации надзора за разработкой проектной и конструкторской документации для объектов атомной энергетики, оборудования изделий для них» РД-4-1утвержденного постановлением Госатомэнергонадзора СССР от 27. Результаты проверки оформляются справкой, если обследованием подтверждено соответствие условий для разработки конструкторской документации требованиям нормативных документов по безопасности и представленным по предприятию сведениям, или актом, если выявлены несоответствия; в последнем случае выдается предписание предприятию об устранении указанных в акте недостатков. При положительных результатах обследования Управление округа выдает разрешение на конструирование оборудования для ядерно- и радиационно-опасных объектов указанного в заявлении. Форма разрешения дана в приложении 2. Срок действия разрешения устанавливается Госатомнадзором России и не должен превышать 5 лет. Надзор за конструкторскими подразделениями предприятий 3. Надзор за конструкторскими подразделениями предприятий, имеющими право на конструирование, должен осуществляться на всех этапах разработки оборудования изделий путем проведения инспекций. Инспекции проверки проводятся в присутствии одного из руководящих работников конструкторской организации: директора главного конструктораего заместителей, главного инженера или уполномоченных ими ответственных лиц. Инспекции могут быть плановыми и внеплановыми. Плановые инспекции проводятся в соответствии с планом работы инспекции, утвержденным Управлением округа. Внеплановые инспекции проводятся по решению руководства Управления округа или по указанию Госатомэнергонадзора России в случаях наличия ошибок, выявленных в процессе изготовления и эксплуатации или по другой причине. Инспекции проводятся должностным лицом инспекции, закрепленной за данной организацией. В инспекциях могут принимать участие работники Управления округа или привлеченные ими лица. При инспекциях необходимо выборочно проверить: а сведения, передаваемые при представлении права на конструирование; б соблюдение правил, норм, технических заданий и другой НТД путем выборочной проверки разрабатываемой организацией документации; в соответствие комплектности выпускаемой документации требованиям отраслевых и государственных стандартов; г наличие согласованных и утвержденных в установленном порядке технических заданий; д выполнение ранее выданных предписаний и замечаний; е порядок учета замечаний, рекламаций и конструктивных недостатков, выявленных при изготовлении, монтаже и эксплуатации, выполнение мероприятий по их своевременному устранению и предупреждению; ж организацию авторского надзора, нормоконтроля и метрологической экспертизы; з качество выдаваемых подрядными организациями технических заданий на разработку отдельных изделий, входящих в подконтрольную конструкцию; и наличие разработанных и утвержденных руководством организаций календарных планов проведения технической учебы; к все ли работники организации, имеющие отношение к конструированию подконтрольного оборудования, прошли своевременную проверку знаний правил, норм, НТД; л по своему усмотрению другие вопросы и документацию, связанную с конструированием оборудования; м положение об обеспечении качества при конструировании оборудования. По результатам проверки составляется акт-предписание. Остальные требования по рассмотрению конструкторской документации в соответствии с требованиями РД-4-1. Порядок выдачи предприятию временного специального общего разрешения на право изготовления оборудования и выдачи разрешения на изготовление конкретного изделия 4. Временное специальное общее разрешение на право изготовления подконтрольного оборудования выдается предприятию-изготовителю Управлением округа при наличии у предприятия возможностей для выполнения этих работ с соблюдением правил и норм Госатомнадзора России и в полном соответствии с требованиями НТД. Для получения временного специального общего разрешения предприятие представляет в Управление округа: 4. Заявление с указанием наименования и оборудования, ее технических характеристик, планируемого объема выпуска. Информационную справку о наличии на предприятии условий производства, обеспечивающих изготовление продукции в полном соответствии с требованиями конструкторской документации и другой НТД, а также правилами и нормами Госатомнадзора России. В информационной справке должны быть указаны сведения и документы, определяющие: — перечень норм, правил инструкций, требования которых учитываются при изготовлении подконтрольных изделий на предприятии; — порядок постановки продукции на производство, принятый на предприятии; — порядок обращения конструкторской документации; — порядок разработки технологической документации на изготовление и контроль, а также ее внедрение и обеспечение ею рабочих мест; — номенклатуру действующей на предприятии отчетной и учетной документации, в том числе пооперационного контроля, и порядок ее оформления; — метрологическое обеспечение производства; — укомплектованность технологическим оборудованием, испытательными средствами, оснасткой илабораторными приборами и мерительным инструментом; — порядокхранения и запуска в производство материалов и комплектующих изделий с указанием вида приемки на них; — порядок учета рекламаций и претензий по качеству продукции и осуществления мероприятий по своевременному устранению дефектов, выявленных в процессе эксплуатации изделий и предупреждению их появления в дальнейшем; — порядок обучения, проверки знаний, аттестации, к работам и учета всех категорий работников, связанных с изготовлением и контролем качества изделий для ядерно- и радиационно-опасных объектов; — нормативы укомплектованности и квалификационные требования для работников отдела технического контроля ОТК ; — перечень и состав документов системы обеспечения качества продукции, определяющих организационные меры и указывающих должностных лиц, ответственных за качественное проведение работ на всех этапах и участках производства продукции для ядерно- и радиационно-опасных объектов. Заявление информационная справка должны быть подписаны руководителем или главным инженером предприятия и заверены печатью. Контроль заявления информационной справки проводит Управление округа. Продолжительность контроля не более 15 дней. В случае несоответствия требуемой номенклатуры документов по п. При отсутствии замечаний по составу и объему представленной информации для ее проверки на месте Управление округа должно организовать обследование предприятия, которому предполагается выдать общее разрешение. Обследование проводится комиссией, назначаемой руководством округа, в присутствии главного инженера предприятия, начальника ОТК или лиц, ими уполномоченными. Результаты обследования предприятия оформляются актом в 2 экземплярах, один из которых вручается руководителю предприятия, второй хранится в Управлении округа. В акте должно быть дано заключение о возможности выдачи общего разрешения на изготовление продукции или сформулированы условия, при которых оно может быть выдано. После устранения замечаний, отмеченных в акте при их наличиипри повторном обращении предприятия Управлением округа оформляется общее разрешение на право изготовления определенного вида оборудования для ядерно- и радиационно-опасных объектов по группе стандартов, технических условий, назначению и т. Разрешение на право изготовления предприятием конкретного номенклатурного наименования оборудования или группы изделий, выпускаемых по отдельному комплекту конструкторской документации, стандарту или техническим условиям, выдается при наличии общего разрешения инспекцией, осуществляющей надзор на данном предприятии, при наличии у предприятия средств, возможностей и условий для их изготовления с соблюдением правил и норм в полном соответствии с требованиями конструкторской и технологической документации и НТД. Для получения разрешения по п. Заявление с указанием наименования оборудования, договора или наряда-заказа, устанавливающих сроки и объем изготовления, условий поставки, комплектности, а также номера специального общего разрешения на изготовление. Комплект конструкторской документации в составе: — ; — чертежей на сборочном чертеже должна быть поставлена отметка инспекции Госатомнадзора России, ведущей надзор за разработчикомподтверждающей, что конструирование велось под надзором ; — технических условий или стандартов; — программы и методики периодических и типовых испытаний; — по требованию инспекции ; — программы обеспечения качества; — программы контроля качества; — технического описания; — инструкции по консервации,транспортировке, погрузке, складированию и хранению, если такие сведения не содержатся в конструкторской документации; — инструкции по монтажу и эксплуатации; — заполненного образца паспорта формуляра. Информационную справку, которая должна содержать следующие сведения: — номер и дату разрешения на право конструирования предприятию-разработчику конструкторской документации КД ; — наименование и обозначение основного конструкторского документа; — перечень правил и норм по безопасности, требования которых распространяются на данное изделие и учтены в конструкторской документации; — номер и дату акта приемки опытного образца если изготовляется опытный образец, то представляется программа межведомственных испытаний ; — наименование и обозначение технических документов, обеспечивающих изготовление и контроль качества изделий в соответствии с КД; — перечень правил и норм Госатомнадзора России, требования которых учтены в технологической документации; — наименование и обозначение учетных и отчетных документов, обеспечивающих возможность проследить выполнение операционного контроля, предусмотренногос указанием НТД, требования которых учтены в формах учетных и отчетных документов; — перечень средств технологического оснащения оборудования, испытательных стендов, оснастки и приспособлений, лабораторных приборов и мерительного инструментаобеспечивающих изготовление и контроль изделий в соответствии с технологической документацией, и закрепление их за соответствующими подразделениями; — перечень документов о назначении и об организации работы комиссии по проверке знаний и аттестации различных категорий работников, связанных с изготовлением и для ядерно- и радиационно-опасных объектов; — укомплектованность и обученность работников отдела технического контроля ОТКв которой должно быть подтверждено, что служба ОТК обеспечена НТД и средствами контроля, необходимыми для контроля всех этапов производства; — подтверждение, что в представленную документацию внесены изменения к моменту подачи заявления. Приложением к информационной справке предприятие представляет: — комплект технологической документации на изготовление и контроль; — образцы форм учетных и отчетных документов; — графики проверки и аттестации средств технологического оснащения; — копии приказов об экзаменационных и аттестационных комиссиях; — справку о наличии работников, прошедших проверку знаний и аттестацию, в том числе сварщиков, а также дефектоскопистов с указанием удостоверения о допуске к работе по соответствующим видам контроля; — график проведения переодических и типовых квалификационных испытаний подконтрольной продукции. Представленная документация должна быть рассмотрена не более чем за 15 дней. При рассмотрении документации анализируются ее полнота и соответствие требованиям правил, норм и НТД. При положительных результатах рассмотрения документации проводится обследование предприятия с целью подтверждения условия для изготовления продукции, указанной в заявлении. Руководство подконтрольного предприятия обязано ознакомить представителей инспекции с перепиской с предприятием- разработчиком продукции, заказчиком и другими организациями по вопросам рекламации, качества, испытаний, модернизации и т. Обследование производится комиссией под руководством начальника инспекции в присутствии главного инженера предприятия и начальника ОТК предприятия или должностных лиц, ими уполномоченных. При обследовании необходимо установить соответствие фактических условий производства представленной документации для получения разрешения на изготовление, а также проверить. Результаты обследования предприятия-изготовителя при наличии нарушений оформляются актом-предписанием. При положительных результатах обследования инспекция выдает разрешение на изготовление указанного в заявлении оборудования. Форма разрешения приведена в приложении 1 При отрицательном результате обследования в предписании излагается мотивированный отказ в выдаче разрешения на изготовление. Разрешение регистрируется инспекцией в специальном журнале учета выдачи разрешений. Копия разрешения или акта-предписания направляется в Управление округа. Переоформление разрешения требуется в следующих случаях. При введении в действие новых правил или технических условий ТУа также при изменении рабочих параметров оборудования. При модернизации выпускаемого оборудования с присвоением конструкторской документации нового обозначения. По истечении срока действия ранее выданного разрешения. При изменении условий изготовления продукции. При перерыве в изготовлении более чем 1 год. Жалобы на органы Госатомнадзора России, осуществляющие рассмотрение заявки на получение разрешения, подаются предприятием на имя председателя или заместителя председателя Госатомнадзора России. Внесение изменений в деталировочные замена материалов, изменение методов и объемов контроля, изменение конструктивных размеров, изменение конструкции соединения и т. Извещение об изменении действующих ТУ, измененные технологические инструкции измененная рабочая конструкторская документация должны передаваться инспекциям для их проверки на соответствие требованиям правил, норм, НТД и руководства в контрольной работе. Для переоформления разрешения предприятие должно представить: а Заявление, аналогичное п. При отсутствии замечаний по представленной документации должностными лицами инспекций проводится обследование. При положительных результатах обследования предприятию выдается разрешение на право изготовления на следующий срок. Если во время последних обследований предприятия не было обнаружено серьезных недостатков, то разрешение может быть выдано без обследования. Все разрешения на изготовление оборудования должны быть зарегистрированы Управлением округа инспекцией в специальном журнале. Надзор за качеством изготовления подконтрольного оборудования для ядерно- и радиационно-опасных объектов 5. Надзор за качеством изготовления и за соблюдением требований правил, норм и НТД на предприятиях осуществляется региональными органами Госатомнадзора России путем проведения инспекций. Инспекции должны проводится в присутствии одного из руководящих работников предприятия-изготовителя; директора, его заместителя, главного инженера или уполномоченного ими ответственного лица, а также начальника ОТК или его заместителя. Инспекции могут быть плановыми и внеплановыми. Плановые инспекции проводятся в соответствии с планом работы инспекции, утвержденным Управлением округа. Внеплановые инспекции проводятся по решению руководства Управления округа или Госатомнадзора России, а также в случаях выявления в процессе монтажа или эксплуатации дефектов продукции, обусловленных процессом изготовления, или по другим причинам. В инспекциях могут принимать участие работники Управления округа или уполномоченные ими лица. По решению Госатомнадзора России для проведения этих инспекций может привлекаться инспекторский состав других округов. При инспекциях необходимо выборочно проверить: а наличие документации и фактических условий ее выполнения в соответствии с требованиями п. Эта проверка должна осуществляться как при рассмотрении отчетной документации, так и непосредственно на рабочих местах; ж организацию проведения качество рентгеновской пленки, различных растворов, порядок их подготовки, хранения и выдачи, наличие и аттестация приборов контроля и т. Наличие в первичной документации ссылки на номер, дату разрешения, выданного на право изготовления предприятиям-поставщикам отдельных элементов и узлов оборудования; м порядок обучения, аттестации и периодической проверки знаний сварщиков и дефектоскопистов, ведение документации по учету работы сварщиков и личных клейм, порядок проверки знания правил, норм, НТД у руководящих работников и ИТР; ПРИМЕЧАНИЕ. Во время инспекции необходимо: 1. Выборочно проверить наличие у ИТР и рабочих удостоверений, соответствие записей в них фактически выполняемой работе, соблюдение сроков проверки знаний; 2. Выборочно проверить знания работниками предприятия правил и НТД, относящихся к его деятельности. По результатам инспекции оформляется акт-предписание. Техническое освидетельствование и специальная техническая приемка осуществляются Контрольно-приемной инспекцией КПИ на основании разрешения, выдаваемого ей Управлением округа. В случае, когда поднадзорное оборудование не принимается КПИ, по указанию Управления округа техническое освидетельствование может осуществляться инспекцией Госатомнадзора России. В инспекции, закрепленной за предприятием, должна быть организована работа по учету и анализу информации об отказах и дефектах подконтрольной продукции по следующим источникам; рекламационным актам и претензиям потребителей; сообщениям из инспекций ядерно- и радиационно-опасных объектов; результатам специальной технической приемки; результатам комплексных проверок; На основе этой работы инспекция информирует о выявленных фактах отказов и дефектов подконтрольной продукции Управление организации экспертиз безопасности Госатомнадзора России и Управление округа и выдает предприятию предписание о необходимости разработки мероприятий, исключающих случай возникновения или пропуска дефектов и повышающих продукции. Инспекция должна участвовать в разработке таких мероприятий и контролировать их реализацию. Еще документы скачать бесплатно Интересное.
Если заказчику принципиально чтоб он в последствии сумел обосновать что это варил конкретно этот сварщик — сделайте схему сварных соединений. Скажите а в каких направлениях он имеет право варить(сварщик 2 разряда)?
Приказ о присвоении клейм сварщикам образец
Настоящая Инструкция распространяется на маркировку снимков. Инструкция регламентирует следующие основные положения: разметку и маркировку стыков; маркировку радиографических снимков; оформление заключений о качестве стыков. Инструкция не устанавливает правил приемки сварных соединений и. СНи. П III- 4. 2- 8. ГОСТ. 1. 02- 5. 1- 7. Инструкциями, ТУ и т.
Образец приказа на присвоение клеймо
Непосредственно в лаборатории может быть подготовлено необходимое. Номера стыков набирают непосредственно на месте производства работ по. Предварительно в пеналы должны быть вложены.
Инструкции. 3. 1. Намечаемые к контролю стыки подвергают внешнему осмотру. При этом. записывают в рабочую тетрадь номера стыков, даты их сварки и клейма сварщиков. Принятые по внешнему осмотру швы размечают. При использовании вспомогательных мерительных поясов со.
ФНП «Требования к производству сварочных работ на опасных производственных объектах» утверждены Приказом Ростехнадзора от 1. ФНП «Требования к производству сварочных работ на опасных производственных объектах» устанавливают единые общие требования к организации и производству сварочных работ на поднадзорных Ростехнадзору объектах, технических устройствах и сооружениях опасных производственных объектов (ОПО).
Инструкции, за. исключением подписи начальника или другого ответственного работника ПИЛ, которая. Сведения о. местонахождении стыка (километр и пикет) к трассе заносят в бланк заключения и. Качество выполняемых работ по контролю (чувствительность снимков. ПИЛ не реже одного. При обнаружении недостатков в выполнении данных работ объем. При неудовлетворительных результатах. На каждом радиографическом снимке должна быть изображена четко.
Системой свинцовых маркировочных знаков обозначают: — направление укладки кассет или рулонной пленки, соответствующее. Изображение на снимке маркировочных знаков должно быть четким и не. Примечание. При сварке стыка. Использование данного. При изменении состава сварщиков. При. использовании вспомогательных мерительных поясов со свинцовыми цифрами.
В Федеральный закон «О промышленной безопасности опасных производственных объектов» от 2. В части правового регулирования действующая редакция закона о промышленной безо. Основная часть ФНП разработана Федеральной службой по экологическому, технологическому и атомному надзору (Ростехнадзор) в 2. ФНП, запланированных на 2.
Утверждена. Миннефтегазстроем. Срок. марта 1. 98. Копия приказа о присвоении шифра.
Каждому дефектоскописту полевой испытательной. ПИЛ), специализированного или хозрасчетного участка и других. Внесена. ВНИИСТом.
Приказ на присвоение клейма сварщика. Здравствуйте, не могу найти ни одного образца/формы или просто примера по составлению приказа ‘О присвоении клейма сварщика’. Госгортехнадзора России. Подскажите, пожалуйста, есть ли у кого образец приказа о присвоении сварщику клейма? И можно ли вообще присваивать клеймо на основании свидетельства об обучении в ПТУ на сварщика? При проведение сварочных работ наши сварщики просто наносили свое клеймо на расстоянии 5 см от стыка сваркой которой делался шов.
Требования к производству сварочных работ на опасных производственных объектах. Учитывая значительные изменения законодательной и нормативной базы в области промышленной безопасности, НАКС организовало в 2.
Шифр состоит из начальной буквы фамилии дефектоскописта, к которой. Контроль сварных соединений и оформление заключений по ним с. Журналы регистрации результатов контроля заполняются по мере.
Пункт № 8 ФНП, гласит, что после того, как шифры клейм присваиваются сварщикам, они закрепляются за этими специалистами. Приказ подписывает организация, выполняющая сварочные работы. Предлагаем вашему вниманию образец приказа о клейме сварщика.
Есть несколько вариантов исполнения инструмента. Например, числа в две строки – без рамки или с рамкой, числа в треугольнике, ромбе или квадрате. Высота символов обычно составляет 6 миллиметров, однако в тех случаях, когда сварщик выполняет особые работы, допускается использование клейма большего или меньшего размера. Стоит отметить, что это обстоятельство предварительно необходимо обговорить с руководством!
Клеймо сварщика: правила присвоения, требования и особенности
Обратите внимание: клеймо, которое было выдано до того, как в силу вступили ФНП, действительно только до следующей аттестации. В случае ее успешного прохождения специалист получает новое, соответствующее новым нормам.
Согласно пункту 21 ФНП «Сварка на ОПО», сварные соединения, стенки которых толще 6 миллиметров, обязательно должны быть промаркированы номером сварщика, выполнявшего работу. А по ГОСТу 25225-82, место работы сварщик должен обозначить своим клеймом.
Профессия сварщика не так проста, как обывателю может показаться на первый взгляд. В противном случае не проводилась бы специальная аттестация, не было бы квалификационных проверок знаний специалистов на продление разряда или его повышение. Так что можно сказать, что работа сварщика ответственна и сложна, ведь именно он выполняет трудоемкие и важные сварные соединения и швы. Обязательный элемент, необходимый специалистам с высоким разрядом – клеймо сварщика. О нем и поговорим сегодня.
После завершения сварочных работ на объектах ОПО сварщик обязан проставить клеймо рядом с выполненным швом. После этого необходимо заполнить журнал работ, протоколы испытания соединений.
При сварке особо ответственных металлоконструкций аттестованные сварщики делают оттиск своим клеймом рядом с наваренным швом. Эта процедура является знаком подтверждения выполнения определенного соединения именно тем сварщиком, цифры клейма которого и нанесены на данное изделие. То есть присвоение клейма сварщика можно назвать присвоением своеобразной подписи, которая подтверждает качественное выполнение сварочных работ.
Перепутать сварщиков невозможно – каждое клеймо потому и называется личным, что носит индивидуальный номер. Если вдруг был выявлен какой-то дефект или брак, по клейму можно было определить исполнителя, выполнившего некачественную работу. Кстати, с 8 октября 2014 года в силу вступили федеральные нормы и правила, регламентирующие определенные требования к работе на опасных объектах. Благодаря этому нововведению появилась единая база, где собраны сведения обо всех аттестованных сварщиках. В базе есть информация о должности, дате аттестации и ее области, шифре клейма сварщика, разряде, виде деятельности.
С одной стороны инструмента обязательно выбивается зеркальное обозначение: буквенное и цифровое. Вторая сторона предназначена для нанесения удара, в результате которого должно получиться ровное рельефное изображение.
При постановке клейма сварщик не имеет права образовывать на изделиях наклепки, подкалку, уменьшать толщину изделия. А сам оттиск должен быть аккуратным, легко читаться – даже на протяжении долгого срока эксплуатации.
Где именно принято ставить клеймо? В первую очередь на следующих конструкциях:
pahomova-nsk.ru