
Оглавление:
Правка шлифовального круга алмазным инструментом.
Алмазно-металлические карандаши. Крепления алмаза в оправках. Алмазные пластинки.
Правка алмазным инструментом. При правке алмазным инструментом происходит интенсивное удаление целых зерен и дробление абразивного материала и связки шлифовального круга.
Для правки наиболее широко применяют алмазно-металлические карандаши, алмазные зерна в оправках, алмазные пластины и ролики.
Алмазно-металлические карандаши представляют собой стальную или медную вставку 1, в которой крепятся алмазы малых размеров при помощи специальной связки. Эта вставка запрессовывается в стальную оправку 2 (рис. 7). В карандашах алмазы могут располагаться слоями (тип С), цепочкой вдоль оси (тип Ц) и неориентированно (тип Н).
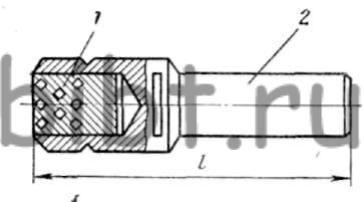
Рис. 7. Алмазный карандаш
В пределах каждого типа карандаши разделяются на марки в зависимости от массы и количества алмазов, размеров вставки и оправки.
Карандаши должны жестко крепиться в приспособлении. Алмазные зерна в оправках являются однолезвийными правящими инструментами.
Для рационального использования алмазов и повышения качества правки карандаши типа С и Ц следует устанавливать с наклоном в сторону вращения шлифовального круга под углом 10-15°. При этом рабочая кромка алмаза должна находиться на уровне линии центров или ниже ее на 1-2 мм.
Для обеспечения равномерного износа алмаза и образования новых режущих кромок алмаз с оправкой нужно периодически поворачивать. Выполняется эта операция при помощи поворотных индексирующих головок конструкции ВНИИалмаз (рис. 8).
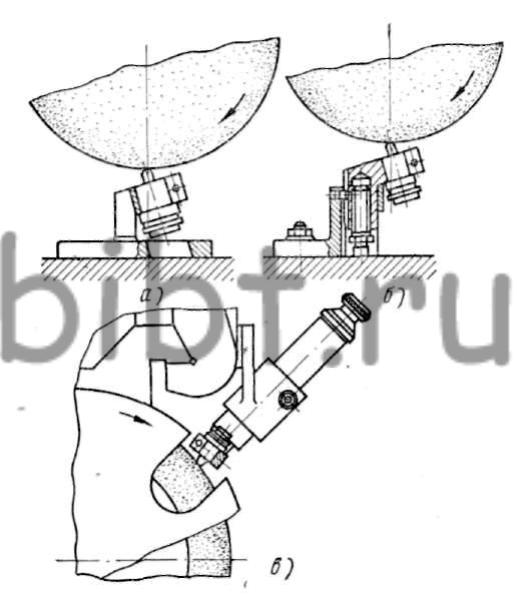
Рис. 8. Способы установки (а, б, в) индексирующей головки с алмазной оправкой на станках
Правятся шлифовальные круги алмазным инструментом при большой скорости круга, что обеспечивает большую производительность и высокое качество поверхности круга. Продольная подача инструмента направлена параллельно оси круга при правке цилиндрической поверхности круга и перпендикулярно оси вращения шлифовального круга при правке торцовой поверхности. При правке фасонной поверхности продольная подача инструмента направлена вдоль образующей рабочей поверхности круга.
Алмазы крепятся в оправках (рис. 9).
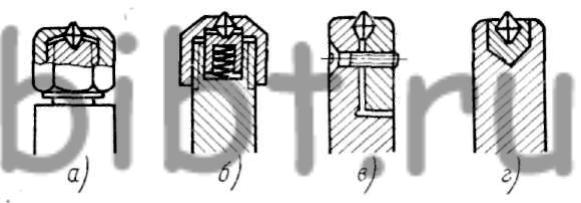
Рис. 9. Способы крепления алмаза в оправках:
а — навинчиванием колпачка, б — то же, с пружинным поджимом, в — зажимом между двумя планками, г — припоем, за счет усадки припоя после его охлаждения
Для правки кругов используются технические алмазы. Чем больше диаметр круга и выше его зернистость и твердость, тем больше по размеру должен быть применяемый для правки алмаз.
Например, для правки круга на керамической связке диаметром 200 мм, зернистости 40 (по ГОСТ) и твердости СМ2 величина зерна должна быть не менее 0,3 карата. Для круга такой же характеристики диаметром 500 мм требуется алмаз 0,75 карата.
В настоящее время применяют державки с 8-4 алмазами (рис. 10). Алмазы располагают так, чтобы они выступали один относительно другого на определенную величину. Поэтому за один проход каждый алмаз снимает свой слой абразива. Таким образом сокращают время на правку. Державку с алмазом (рис. 10, а) следует устанавливать под углом 7-15°.
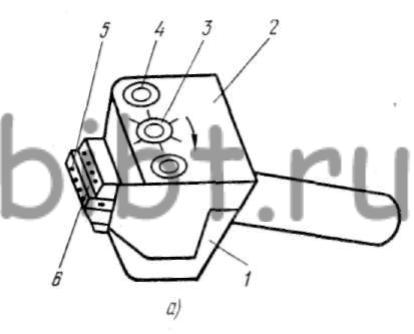
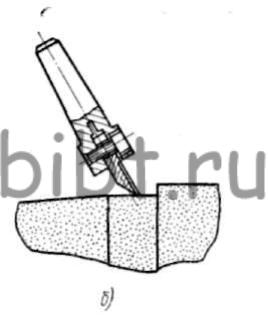
Рис. 10. Державки для правки кругов:
а — с несколькими алмазами: 1 — корпус, 2 — верхняя крышка с делениями для фиксации кулачкового валика, 3 — кулачковый валик для выдвижения любой пластины, 4 — два винта для закрепления пластин, 5 -алмазы в пластине (4-8 шт.), 6 — пластины (4 шт.); б — схема правки круга алмазной пластинкой
Алмазные пластинки применяют для правки профильных кругов при врезном шлифовании (рис. 10,б).
Металлическая пластинка покрыта алмазным слоем толщиной 0,5-:-2 мм. Пластинки устанавливают в горизонтальной плоскости по центру и под углом 8-10° к направлению перемещения ее.
Пластинка работает до полного износа алмазоносного слоя. Так как в правке одновременно участвует много алмазных зерен, то время на правку сокращается до 50%, расходы — до 40%, поверхность круга получается менее шероховатой.
Круги правят алмазными инструментами с sпр = 0,05- 0,4 мм/мин, sп.п = 0,02-0,03 мм/ход при черновой и sпр=0,005-0,001 мм/ход при чистовой правке. Правку производят за 1-2 рабочих хода с указанной поперечной подачей и с 1-2 рабочими ходами без поперечной подачи.
Для правки фасонных шлифовальных кругов в настоящее время начали применять алмазные ролики. На поверхности металлического ролика, профиль которого соответствует профилю шлифовального круга, наносится слой алмазных зерен, закрепленных связкой из спеченного порошкового металла (рис. 11).
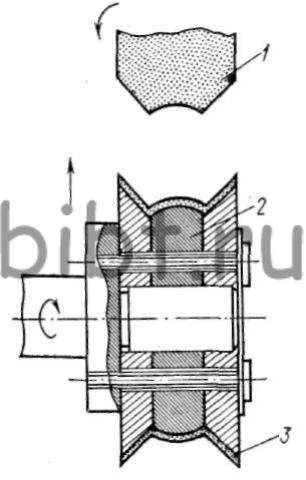
Рис. 11. Правка фасонного круга алмазным роликом:
1 — шлифовальный круг, 2 — правящий ролик, 3- алмазный слой
Ролик при правке получает принудительное вращение и поперечную подачу. Сами ролики правят методом шлифования.
По сравнению с другими алмазными инструментами у роликов гораздо большая стойкость, а правящая способность остается постоянной во все время работы. Время на правку роликами составляет 2,5- 5 с, поэтому правка может производиться во время загрузки-разгрузки станка.
Правят шлифовальные круги алмазным инструментом в следующих случаях:
1) при шлифовании деталей на проход, врезанием и в упор с допуском по 1-му классу точности и шероховатостью 8-го класса и выше;
2) при шлифовании на проход деталей с допуском 12 мкм и точнее с шероховатостью термически обработанных деталей 8-го класса и выше и шероховатостью термически необработанных деталей 7-го класса и выше;
3) при шлифовании с шероховатостью 7-го класса и выше и с жесткими допусками на точность формы;
4) при отделочном шлифовании детали для достижения 11 — 12-го классов шероховатости и точности выше 1-го класса;
5) при зернистости кругов 50-25 и ниже на керамической связке, применяемых для шлифования периферией круга, и на бакелитовой связке для шлифования торцом круга.
Перед правкой шлифовальный круг должен быть тщательно отбалансирован.
Правят круги при обильном охлаждении или вообще без охлаждения. Если правка осуществляется с охлаждением, то охлаждающая жидкость должна подаваться без перерывов, иначе на кристалле алмаза могут образоваться трещины. Охлаждающую жидкость необходимо тщательно очищать от загрязнения частицами абразива и металла, так как загрязненная жидкость сокращает срок эксплуатации круга от одной до другой правки (стойкость). Правку кругов без охлаждения надо производить с перерывами, чтобы алмазный инструмент мог охладиться на воздухе. Перед началом правки необходимо проверить крепление приспособления на станке и алмазного инструмента в приспособлении. После правки следует очистить правящие приспособления от абразивных частиц.
При правке алмазный инструмент следует подводить к поверхности круга очень осторожно. Обычно алмаз подводят к поверхности круга в середине его высоты (ширины) и как можно ближе к рабочей поверхности, а затем включают продольную подачу.
delta-grup.ru
Методы правки абразивных шлифовальных кругов









В процессе работы щлифовального круга абразивные зерна изнашиваются и теряют режущую способность, а круг засаливается продуктами обработки. Для восстановления режущих свойств и геометрической формы производится переодическая првка круга. Наиболее качественная правка производиться алмазными инструментами.
Более грубая правка осуществляется шарошками, оснащенными монолитными твердосплавными дисками, металлическими дисками и звездочками из износосойких сталей или правочными кругами из карбида кремния, термокорунда т.д..
Правка – это процесс влияния на рабочую поверхность шлифовального круга с целью придания ей необходимой геометрической формы, устранения повреждений рабочей поверхности, а также обеспечение удаления связки нужных параметров РПК.
Правка может выполняться непосредственно на рабочем месте или отдельно.
Для эффективного управления параметрами РПК способы воздействия должны обеспечивать следующее:
— — возможность оказания воздействия непосредственно на связку;
— — высокую избирательность воздействий;
— — дискретность воздействий во времени и пространстве;
— — возможность совмещения управляющих воздействий и обработки детали во времени;
От правильного выбора средств и режимов правки зависят не только точность и шероховатость обработанной поверхности детали, производительность обработки, но и расход шлифовальных кругов, износостой¬кость правящего инструмента и себестоимость операции шлифования.
Широко применяемые шлифовальные круги зернистостью 25—40 и твер¬достью СМ2-СТ2 в основном расходуются не в процессе шлифования, где износ их крайне мал, а в процессе правки. На правку расходуется от 45 до 80% полез¬ного объема абразивных кругов при круглом, плоском и внутреннем шлифовании. Затраты времени на правку могут достигать 40% штучного времени обработки и более. В зависимости от требований к точности и шероховатости обрабатываемой поверхности применяют алмазную и безалмазную правку кругов.
Правку, осуществляют обтачиванием алмазным инструментом, обкатыванием абразивными, твердосплавными и металлическими дисками, шлифованием кру¬гами из карбида кремния и алмазно-металлическими роликами, тангенциальным точением профильной поверхности круга алмазным инструментом, накатыванием стальными профильными роликами.
1. Правка методом обтачивания
Правка методом обтачивания представляет собой точение (разрушение) хрупкого абразивного материала и связки шлифовального круга правящим алмаз¬ным инструментом высокой твердости. Правка осуществляется либо отдельными сравнительно крупными алмазными зернами, зачеканенными в оправки (ОСТ 2-9—70 «Алмазы в оправках» и ГОСТ 17504—72 «Иглы алмазные»), либо алмазно-металлическими карандашами диаметром 8—10 мм.
Наибольшее применение имеют алмазно-металлические карандаши, в кото¬рых в определенном порядке размещены кристаллы алмазов, прочно соединенные специальным сплавом. Этот сплав имеет близкий к алмазу коэффициент тепло¬вого расширения, поэтому при изменениях температуры алмазно-металлического карандаша в процессе правки алмазы не испытывают дополнительных тепловых деформаций. Алмазно-металлические карандаши выпускают четырех типов в за¬висимости от расположения и характеристики алмазных кристаллов в рабочей части: Ц — с алмазами, расположенными цепочкой вдоль оси карандаш; С — с алмазами, расположенными слоями, неперекрывающимися и перекрывающимися; Н — с неориентированным рас¬положением алмазов. Каждый тип карандашей подразделяют на марки, отличающиеся массой и количеством алмазов, а также размерами вставки и оправы.
Карандаши типа Ц изготовляют из высококачественных кристаллов алма¬зов массой от 0,03 до 0,5 карата. Они имеют наибольшее применение при правке кругов для круглого, бесцентрового внутреннего и фасонного шлифования. Ка¬рандаши типа С выпускают двух марок: многозернистые с количеством до 10 срав¬нительно мелких алмазных зерен в слое и малозернпстые с двумя—пятью алмаз¬ными зернами массой 0,1—0,2 карата. Эти карандаши обладают повышенной изно¬состойкостью; их используют для правки абразивных кругов при чистовом шлифовании в автоматическом цикле. Карандаши типа Н изготовляют из алмазов различного качества, в том числе из дробленых и колотых, и используют для правки мелкозернистых шлифовальных кругов на операциях круглого и бесцен¬трового шлифования, а также для правки однониточных резьбошлифовальных, тарельчатых и плоских кругов для зубошлифования и шлицешлифования.
В процессе правки алмазно-металлические карандаши изнашиваются, на их рабочих поверхностях образуются площадки, и поэтому карандаши обычно уста¬навливают так, чтобы их ось была наклонена под углом 10—15° в сторону вра¬щения круга и развернута к направлению движения подачи. Это позволяет перио¬дически поворачивать правящий инструмент вокруг оси, вводя тем самым в ра¬боту незатупившиеся грани алмаза, что способствует улучшению условий работы правящего инструмента и снижению его износа. Такая установка алмазных ин¬струментов предохраняет также алмаз от перегрузок и разрушения кристаллов и исключает вибрации в системе станок—круг—алмаз.
Для правки кругов больших размеров, а также при профильном шлифовании применяют алмазы больших размеров в оправках, представляющие собой сталь¬ную державку, в которой закреплен необработанный алмаз с острой вершиной. Алмазы с естественными гранями, закрепленные в оправах, имеют преимущество перед алмазно-металлическими карандашами в том, что их изготовляют из более. качественных алмазов, и, следовательно, их износостойкость значительно выше. Оправы для алмазов изготовляют цилиндрическими, ступенчатыми, коническими и с резьбой. Для закрепления алмазов в оправах применяют меха¬нический зажим, пайку, чеканку. Установка алмаза в оправе должна быть осу¬ществлена таким образом, чтобы плоскости сколов кристаллов не совпадали с на правлением сил, действующих на алмаз при правке, после закрепления алмаз должен выступать из оправки не более чем на 1/4 своей длины.
Специально для правки однониточных, разьбошлифовальных кругов в соответствии с ГОСТ 17564—72 промышленность выпускает алмазные иглы
Для изготовления игл применяют природные алмазы в виде октаэдрических, пиленых и колотых кристаллов. Рабочую часть игл гранят по форме четырехгранной пирамиды без видимой при десятикратном увеличении перемычки на вершине. Алмаз крепят в державке пайкой серебряным припоем марки ПСр5ОКд, либо другим припоем или методом, обеспечивающим необходимую прочность при исклю¬чении графитизации алмаза. Державки для игл изготовляют из стали марок 20, 25. 30, 35, 40.
Стоимость ограненных алмазных инструментов выше стоимости алмаза в оп¬равах, так как кристалл алмаза шлифуют. Однако высокая производительность правки кругов, а также повышение точности шлифования во многих случаях оправдывают расходы на изготовление правящего инструмента.
Правка кругов методом обтачивания позволяет получить высокую точность рабочей поверхности круга, которая за счет изменения величины продольной по¬дачи алмазного инструмента может обеспечить различную шероховатость обраба¬тываемой детали. В процессе правки кругов методом обтачивания возникают силы, не превышающие 3—5 кгс и способствующие меньшему разрушению абразивных зерен круга при правке и их износу при шлифовании
2. Правка кругов методом обкатывания
Правка кругов методом обкатывания позволяет получить высокую точность рабочей поверхности круга, которая за счет изменения величины продольной по¬дачи алмазного инструмента может обеспечить различную шероховатость обраба¬тываемой детали. В процессе правки кругов методом обтачивания возникают силы, не превышающие 3—5 кгс и способствующие меньшему разрушению абразивных зерен круга при правке и их износу при шлифовании
Правка методом обкатывания представляет собой процесс дробления и ска¬лывания абразивных зерен на рабочей поверхности круга правящим инструмен¬том, получающим вращение вследствие сил трения от шлифовального круга
В качестве правящих инструментов при методе обкатывания применяют круги из карбида кремния КЧ80ВТ—ЧТК, стальные диски, звездочки и шарошки, твер¬досплавные монолитные ролики, крупнозернистые твердосплавные ролики на металлической связке. Под действием режущей кромки правящего инстру¬мента, перемещающейся по образующей шлифовального круга с определенной, скоростью, поверхностный слой связки круга разрушается, выступающие зерна выкрашиваются, а зерна, находящиеся более глубоко в связке, раскалы-ваются на части. Проскальзывание между шлифовальным кругом и правящим ин¬струментом приводит к заглаживанию абразивных зерен на выправляемой по¬верхности круга. При правке методом обкатывания возможны две ориентации правящего инструмента относительно шлифовального круга: оси вращения шли¬фовального и правящего инструментов находятся либо в одной плоскости (j = 0), либо в пересекающихся плоскостях, расположенных под углом (j ¹ 0).
С увели¬чением угла j в зоне правки увеличиваются разрушающие силы, действие кото¬рых интенсифицирует процессе восстановления рабочей поверхности круга, и повышается износ правящего инструмента. Правку кругов методом обкатывания безалмазными правящими инструментами чаще всего применяют как предваритель¬ную правку, когда необходимо снять большой слой абразива с недостаточно хоро¬шо сбалансированного круга и при на¬личии неравномерности снимаемого слоя абразива. При такой правке используют стальные диски, звездочки и шарошки (ГОСТ 4803—67), устанавливаемые в специальные правящие приспособления.
Следует обратить внимание на правку шлифовальных кругов дисками, изготовляемыми в испол¬нениях а и б из сталей марок 10, 20 и 30, цементуемых на глубину 0,3—0,5 мм и закаливаемых до твердости HRС 55—60.
Наличие у этих дисков мягкого незакаленного слоя материала способствует интенсификации процесса правки.
Правящие диски, размеры которых приведены в табл. 3, применяют для правки кругов, используемых при чистовом и полу¬чистовом шлифовании, когда требуется получить шероховатость обработки в пре-делах Ra = 0,63-2,50 мкм.
В табл. 4 приведены рекомендуемые режимы правки шлифовальных кру¬гов методом обкатывания. Для интенсификации процесса правки кругами из карбида кремния следует устанавливать ось правящего инструмента под углом j= 8-10° по отношению к оси шлифующего круга. В остальных случаях инструменты осуществляют правку кругов при параллельных осях. Обычно после рабочих ходов производят два — четыре выхаживающих хода.
3. Правка методом шлифования
Правка методом шлифования представляет собой процесс срезания и дроб¬ления абразивных зерен вращающимся правящем инструментом, который полу¬чает принудительное вращение от самостоятельного привода или от привода шли¬фовальной бабки станка. В качестве правящего инструмента применяют алмазные ролики на твердосплавной связке (ГОСТ 16014—70) и круги из карбида кремния высокой твердости (ГОСТ 6565—67). При рассматриваемом методе вследствие раз¬ности скоростей вращения шлифовального круга и правящего инструмента про¬исходит скалывание частичек абразивных зерен, а иногда выкрашивание целых зерен. Для этого вида правки все большее применение находят алмазные ролики, получающие принудительное вращение, совпадающее, по направлению с вращением шлифовального круга или направленное против него. Согласно ГОСТ 6565-67 для правки кругов методом шлифования применяют круги из карбида кремния на керамической связке формы ПП.
Алмазные ролики для правки абразивных кругов согласно ГОСТ 16014—70 изготовляют из природных алмазов с равномерным их расположением на рабочей поверхности ролика. Ролик состоит из корпуса 1, изготовленного из стали марки 35 или 45, и алмазоносного слоя 2, прочно соединенного с корпусом. Алмазоносный слой содержит алмазы, сцементированные специальной твердосплавной связкой методом порошковой металлургии.
Все шире начинают применять алмазные ролики, позволяющие осуществлять правку кругов по нескольким рабочим поверхностям: прямолинейным, криволинейным и их сочетаниям. Такая правка позволяет значительно повысить производительность шлифования за счет концентрированной одновременной обработки нескольких поверхностей детали, а также в результате сокращения времени, затрачиваемого на правку круга, которая ведется либо роликом сложного фа¬сонного профиля, либо набором роликов с использованием метода врезания или метода продольной подачи. Алмазные правящие ролики сложного профиля применяют, в частности, на автомобильных заводах для автоматической правки абразивных кругов. Следует стремиться использовать приспособления для правки с самостоятельным приводом, ус¬танавливаемым вне рабочей зоны станка — за задней баб-кой, на шлифовальной бабке или позади нее. Это позволяет править круг во время установки и снятия детали, что сводит до минимума затраты времени направку. Для облегчения изготовления ролики делают из двух частей; на требуемый осевой размер детали их устанавливают с помощью распорной втулки. Наличие разреза ролика по плоскости, наклонной к его оси, исключает появление при правке на шлифовальном круге канавок и других дефектов.
Правку методом шлифования осуществляют на кругло- и бесцентрово-шли-фовальных станках, а также на специальных станках (например, для шлифования шеек коленчатых валов и кулачков распределительных валов). Применение алмаз¬ных роликов и специальных правящих приспособлений позволяет сократить время на правку, а в некоторых случаях совершенно ее исключить и, таким образом, повысить производительность труда при обработке на 20-30%.
При правке кругов алмазными роликами методом шлифования возникают меньшие силы, чем правка кругами из карбида кремния. Алмазные ролики спо¬собствуют получению высокой точности выправленной поверхности шлифоваль¬ных кругов и их рациональному расходу при шлифовании.
4. Правка методом тангенциального точения
Правка методом тангенциального точения представляет собой процесс, аналогичный процессу обтачивания. Правку осуществляют путем срезания (отчасти скалывания и выкрашива¬ния) абразивных зерен алмазным бру¬ском. Операцию выполняют на пло¬скошлифовальных станках по всей ра¬бочей поверхности круга при продоль¬ном перемещении стола. Брусок с про¬филем, соответствующим профилю шлифуемой детали, закрепляют на сто¬ле станка за деталью. Шлифовальный круг при каждой подаче на глубину приводят в соприкосновение с фасонной поверхностью бруска. В результате взаимодействия с бруском постоянно обновляется профиль круга и тем самым обеспечивается высокое качество обра-батываемых поверхностей деталей, точность размеров и стабильность обраба¬тываемого профиля.
При использовании профильных алмазных брусков на шлицешлифовальных и специальных станках (например, на станках для шлифования елочного замка турбинных лопаток) производительность операций значительно повышается за счет исключения времени на правку.
5. Правка методом накатывания
Правка методом накатывания рабочей поверхности круга представляет собой процесс дробления абразивных зерен и связки при относительно медленном вращении металлического накатного ролика и круга. Метод применяют исклю¬чительно для правки профильных шлифовальных кругов. Правящим инструмен¬том служит стальной фасонный ролик, имеющий профиль обрабатываемой детали. Профилирование ведут при скорости накатывания 1-1,5 м/с с поперечной пода¬чей 0,05—0,06 мм/мин. В зависимости от конструктивных особенностей станка вращение при накатке получает либо шлифовальный круг, либо ролик. В ре¬зультате взаимного вращения ролика с кругом и значительного давления, созда¬ваемого в зоне контакта поперечной подачей, происходит разрушение абразивных зерен и связки на рабочей поверхности круга, Правка продолжается до тех пор, пока круг не приобретает форму профиля заданной детали. Износ ролика вслед¬ствие незначительного относительного скольжения при правке сравнительно невелик, поэтому одним и тем же роликом Можно многократно производить правку. Предпочтительнее осуществлять накатывание роликом, который приводится во вращение от отдельного электродвигателя или от шпинделя бабки изделия, так как при этом обеспечивается большая точность профилирования круга при мень¬шем износе ролика.
Профилирование кругов накатными роликами отличается простотой кон¬струкции приспособлений, возможностью правки по нескольким поверхностям профиля круга, высокой режущей способностью выправленных поверх¬ностей.
Для изготовления роликов применяют стали марок 45, 40Х с закалкой до твердости HRC 30—32, а также У8А, У10А, ХГ, Р18, закаленные до твердости HRC 60—64. Профилирование роликами из стали 45, 40Х более эффективно для операций предварительного шлифования, так как процесс накатывания круга протекает интенсивнее, а изготовление роликов проще. Хотя закаленные до твердости HRC 60—64 ролики более износоустойчивы и обеспечивают повышенную точность профилирования круга, для их изготовления необходимы специальные профилешлифовальные станки.
На рис. 5 приведена конструкция накатного ролика с параллельными оси канавками неравномерного шага. Наличие канавок интенсифицирует процесс профилирования круга, а неравномерный шаг их расположения исключает появле¬ние на круге следов от канавок, а также биение круга после правки. Диаметр ро¬лика выбирают в зависимости от диаметра круга D1=(0,2…0,25)D, а его ши¬рина Н должна соответствовать длине профиля.
6. Правка шлифовальных кругов свободным абразивом
Воздействие на связку при правке круга свободным абразивом осуществляется следующим образом:
Через отверстие в притире подается суспензия, состоящая из абразивных зерен и глины. При вращении шлифовального круга в зазор между кругом и притиром попадает абразив, который увлекается поверхностью круга и держит на расстоянии притир.
В процессе перекатывания зерна свободного абразива по связке она удаляется, при этом за зерном образуются «подпорки».
Достоинством данного метода является высокая производительность. К недостаткам можно отнести плохую избирательность процесса правки и возможность ухудшения качества поверхности обрабатываемой детали при попадании на нее зерен абразива.
Способ используется при периодических воздействиях на РПК.
www.almazmarket.ru
Автор статьи: ООО АлмазМаркер
Обновлено 19 .07.2017г.
gostcom.ru
Чем правят абразивный круг


- Главная
- Автомобили
- Марки автомобилей
- Автомобили Chevrolet
- Велосипед
- Велосипед (аксессуары и дополнительное оборудование)
- Глоссарий
- Инструмент
- Абразивный инструмент
- Деревообрабатывающий инструмент
- Струги
- Контрольно-измерительный инструмент
- Металлорежущий инструмент
- Ручной инструмент
- Слесарный инструмент
- Строительный инструмент
- Электроинструмент
- Электромонтажный инструмент
- Крепеж
- Металлообработка
- Оснастка и приспособления
- Соединения
- Сварка
- Товары
- Плеер.Ру
- Aliexhress
- GearBest
- Sportiv

Абразивный инструмент — это инструмент, предназначенный для механической обработки поверхностей различных материалов.
В основном абразивный инструмент используется в таком виде, как шлифовальные круги, бруски, оселки, шлифовальные шкурки.
Абразивный инструмент состоит из большого числа беспорядочно расположенных частиц абразивного материала, таких как корунд, наждак, кремень, соединенных между собой связующим материалом.В процессе работы частицы абразива затупляются и скалываются, обнажая под собой новые слои острых зерен. Такое свойство абразивного материала называют самозатачивемостью. Чем сильнее происходит разрушение наружного слоя абразива, тем лучше самозатачивание.
При неполном самозатачивании необходимо проводить правку инструмента путем удаления поверхностного слоя абразива. В процессе правки поправляется форма абразивного инструмента.
Наждачная бумага (шкурка) — вид абразивного материала.
Основой наждачной бумаги является бумажный либо тканевый материал, на который нанесен абразивный порошок.
Наждачная бумага с закрытой структурой, в которой абразивный порошок занимает 100% площади, используют для шлифовки металлических поверхностей. Для обработки деревянных, пластиковых и других волокнистых поверхностей больше подходит наждачная бумага с открытой структурой, в которой площадь, покрытая абразивным материалом, составляет 60%.
В зависимости от зернистости наждачные бумаги различают по номерам. Самая мелкозернистая наждачная бумага значится как № 40, а бумага с самым крупным зерном имеет № 240. Наждачные бумаги, предназначенные для «мокрого» шлифования поверхностей, имеют более высокие номера, вплоть до 600.
Оселок — мелкозернистый абразивный инструмент. Оселками правят и доводят лезвия заточенных инструментов.
Плоские оселки используются наиболее часто. Инструментальные лезвия, имеющие более сложный профиль, доводят оселками, имеющими круглое, полукруглое, квадратное сечение.
После заточки лезвий стругов, стамесок и других инструментов, на затачиваемой поверхности образуется непрочный, легко обламывающийся заусенец. При работе этот заусенец затупляет лезвие.
Правка или доводка инструмента заключается в сошлифовке заусенца путем кругового движения инструмента по оселку. В процессе доводки оселок смачивают водой, маслом либо керосином.Отрезной круг — инструмент для углошлифовальной машины, предназначенный, в основном для резки металлов.
 Круги различаются по марке абразивных зерен, по материалу связки, по твердости.
Круги различаются по марке абразивных зерен, по материалу связки, по твердости.
Чем тверже и крупнее абразивные зерна, тем быстрее отрезной круг способен резать металл.
Размер абразивных зерен указывается в маркировке отрезного круга:
32 — размер абразивных зерен 320 мкм (для кругов с размером зерен больше 50 мкм);
М32 — максимальный размер абразивных зерен 32 мкм.
В маркировке круга указывается также материал абразивных зерен:
А — электрокорунд, материал основой которого является оксид алюминия. Такими кругами режут сталь.
С — карбид кремния. Такими кругами режут неметаллические материалы и цветные металлы.
Материал связки указывается таким образом:
Б — бакелитовая связка. Круги предназначены для грубой резки металла;
В — вулканитовая связка. Резка чугуна, титановых сплавов.
Для резки стали желательно применять круги с маркировкой БУ — бакелитовая связка с упрочнением.
На этикетке отрезного круга максимальная скорость вращения отмечена цветом:
100 м/с — зеленая диаметральная полоса;
80 м/с — красная полоса;
60 м/с — желтая.
В маркировке также указывается диаметр отрезного круга и диаметр посадочного отверстия.
Полировальная паста — абразивная смесь из микропорошка и связующего.
По консистенции полировальные пасты бывают твердыми и в виде мази.
 Полировальные пасты разделяют на водяные и жировые. Жировые полировальные пасты имеют в своем составе масла, жировые кислоты, парафин. На заключительном этапе полировки такие составы не смываются водой, а удаляются сухой чистой тканью.
Полировальные пасты разделяют на водяные и жировые. Жировые полировальные пасты имеют в своем составе масла, жировые кислоты, парафин. На заключительном этапе полировки такие составы не смываются водой, а удаляются сухой чистой тканью.
При ручной и полумеханической полировке используются, как правило, твердые полировальные пасты.
В специализированных полировальных станках методом непрерывной подачи используются суспензии, т. е. жидкости с взвешенными абразивными частицами.
Некоторым полировальным пастам присваивают названия организаций, в которых разработаны данные материалы. Например, паста ГОИ создана в Государственном оптическом институте или паста ЗМ разработана компанией ЗМ.
Шлифовальный круг представляет собой диск, полученный путем спекания зерен абразивного материала со связующими веществами.
politexno.ru
- Марки автомобилей