
Обработка деталей коллектора электрических машин постоянного тока — Технология и оборудование производства электрических машин
Основными деталями коллектора, подвергающимися механической обработке, являются втулка коллектора и нажимной конус (рис. 3-22). У этих деталей посадочные поверхности (А втулки и В конуса) должны быть соосны с коническими, расположенными под углом 30°. Угол конуса 30° у обеих деталей должен быть обработан с особой тщательностью. При проверке скобой между поверхностью конуса и поверочным инструментом не должно быть видимого зазора.
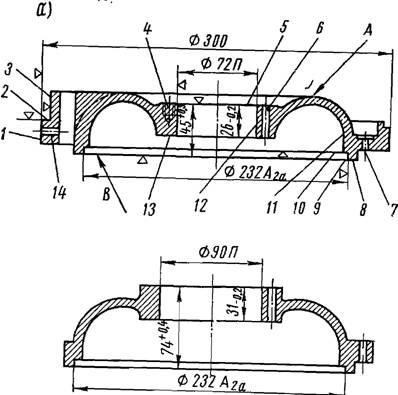
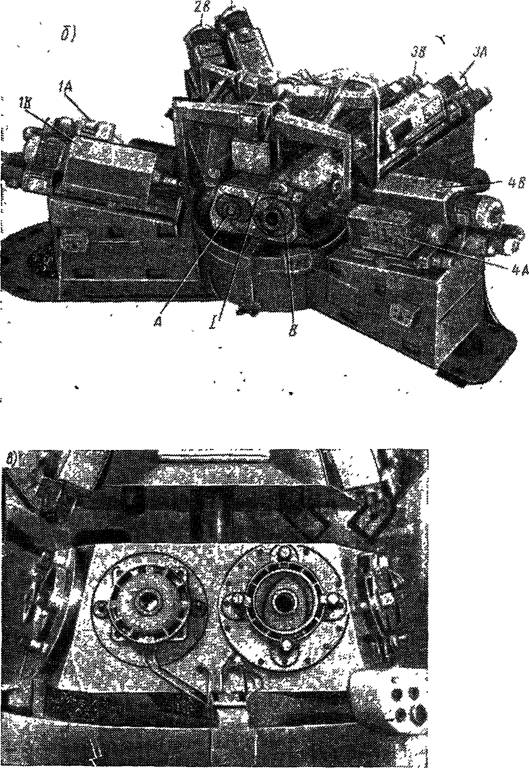
Рис. 3-21. Агрегатный станок СД-3 для обработки подшипниковых щитов:
а — внешний вид станка; б — зажимное приспособление справа приспособление с аксиальным зажимом (слева, приспособление с радиальным зажимом для обработки, стороны А1 обработки стороны В); в — щиты, обрабатываемые на станке
В зависимости от размеров деталей и годовой программы выпуска заготовками могут быть круглый цилиндрический прокат, литье или штамповка. Для обеспечения соосности посадочные и конусные поверхности деталей обрабатывают на станке с одного установа.
Обработка втулок. Технологический процесс обработки втулок, имеющих нажимной конус, состоит из пяти операций. В первой из них на токарно-револьверном станке специальной наладкой у втулки последовательно начерно и начисто растачивается отверстие и обрабатываются поверхности стороны втулки с нажимным конусом.
Базой при обработке служит наружный диаметр и торец втулки. Для получения 2-го класса точности отверстие после черновой обработки развертывается разверткой или протягивается протяжкой (диаметры отверстий до 40—50 мм).


Рис. 3-22. Детали коллектора: а — втулка; б — нажимной конус
С операцией протягивания отверстия совмещается протягивание шпоночной канавки.
Во второй и третьей операциях соответственно начерно и начисто обрабатываются наружные поверхности втулки. Для обработки конусных поверхностей суппорт станка поворачивается на соответствующий угол. Приспособлением служит цанговая оправка (рис. 3-23), на которую обработанным отверстием устанавливается втулка.
Оправка планшайбой 1 навертывается на шпиндель токарного станка. В заточку планшайбы своим выступом с напряженной посадкой входит корпус оправки 3 и скрепляется с ней с помощью шести болтов 9 и двух штифтов 2. Обрабатываемая деталь отверстием надевается на цангу 6.
При вращении валика 8 гайка 7 увлекает цангу вместе с собой. Перемещаясь вдоль конуса оправки, разрезная цанга, увеличиваясь в диаметре, прочно закрепляет обрабатываемую деталь.
Для снятия втулки коллектора после обработки необходимо сделать два—три оборота валика в обратном направлении, при этом цанга переместится вправо и, уменьшившись в диаметре, освободит втулку.
Подшипник 5 служит опорой валику при вращении и упором при закреплении, а пробка 4 — упором при раскреплении детали.
В процессе обработки и после снятия детали со станка конусные поверхности втулки контролируются на просвет специальными угловыми скобами (рис. 3-24).
Последние операции обработки втулок — протягивание шпоночной канавки на протяжном станке и фрезерование резьбы на резьбофрезерном станке.
Обработка нажимных конусов.
По конструкции нажимной конус значительно проще втулки коллектора с конусом, поэтому и технологический процесс обработки его короче.
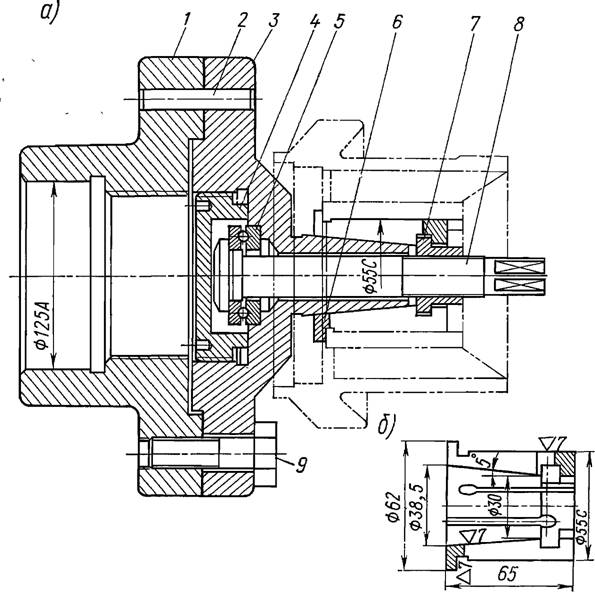
Рис. 3-23. Оправка для обработки втулок коллектора: а — оправка; б — цанга

Рис. 3-24. Скобы для проверки углов (а) 30° и (б) 3°
В первой операции, закрепив деталь за наружный конус в трехкулачковый патрон токарного станка, подрезают торцы втулки 2, 3 и растачивается выточка 1 (см. рис. 3-22, б).
Во второй операции (черновой) и третьей (чистовой) обтачиваются конусные поверхности 30° и 3°, подрезается торец 5 и растачивается отверстие 4. Для проверки конусных поверхностей пользуются теми же скобами, что и при обработке втулки.
leg.co.ua
Коллектор – совокупность деталей, позволяющих управлять теплоносителем: смешивать и раздавать жидкость из параллельных колец отопления. Большое сечение и низкая скорость позволяют смешивать горячий теплоноситель, подающийся из котла, и тёплый, отходящий от отопительных труб, что позволяет выровнять температуру теплоносителя до нужных значений.
Чтобы правильно смешать обратку (остывшую воду из контуров в полу) и горячую воду до нужной температуры, на системы устанавливаются различные датчики: датчик температуры воды, датчик тепла на улице и датчик измеряющий давление внутри системы. Датчики подают информацию на клапаны, которые смешивают теплоноситель. Коллектор теплого пола в сборе с насосом и специальным датчиком может контролировать давление в системе.
Как видите, подключить напрямую к котлу все потребители теплой воды не получится, поэтому необходим коллектор для теплого водяного пола, который будет охлаждать воду для системы, кроме того, для нормальной работы длинных контуров нужно дополнительное давление, которое обеспечивает насос.
Схема коллектора теплого пола – как всё должно работать
Установка тёплого пола – весьма затратное дело, ведь потратиться придётся не только на отопительные контуры, встраиваемые в пол, но и на дополнительное оборудование для обеспечения нормальной работы системы обогрева. Таким оборудованием являются коллекторы, насосы, клапаны и датчики. В данной статье мы расскажем, как собрать коллектор для теплого пола самостоятельно, сэкономив деньги.

Что такое коллектор теплого пола

Чтобы лучше разобраться в принципе работы и необходимости этой системы, обратите внимание на следующий пример: в доме подключаются к котлу системы подогрева пола, отопительные радиаторы и душ. Душ требует горячую воду температурой примерно в 70°C, отопительные радиаторы требуют теплоноситель с температурой от 75°C, а для подогрева пола нужно всего 50°C, чтобы температура чистового напольного покрытия не превышала санитарной нормы в 30°C.
polspec.com
Как правильно собрать коллектор для теплого пола
Когда устройство контуров водяного напольного обогрева благополучно окончено, перед заливкой стяжки необходимо осуществить подключение труб теплого пола к коллектору. Это делается с целью проверки герметичности контуров и выявления заводского брака или возможных дефектов труб, могущих возникнуть в процессе монтажа.
Операцию по испытаниям трубопроводов надо провести обязательно, иначе в случае аварии после пуска отопления придется разрушать покрытие пола. После выполнения стяжки и застывания раствора осуществляется присоединение к магистральным трубопроводам и пуск системы в работу. О том, как правильно собрать коллектор для теплого пола и совместить его со смесительным узлом, будет рассказано в данном материале.
Роль коллектора в системах напольного обогрева
Коллектор – это элемент, без которого не обойдется напольное отопление, к нему присоединяются все трубопроводы от греющих контуров. Поскольку температура теплоносителя, подаваемого в сеть из котельной, слишком высока для работы теплых полов, то совместно с коллектором всегда работает смесительный узел, обеспечивающий температуру воды в пределах 40—45 ºС.
Смесительные узлы и коллекторы для теплых полов выполняют задачу по приготовлению теплоносителя необходимой температуры и подаче его во все контуры.
Чтобы понять, как работает весь узел, разберем устройство коллектора подробнее. Он состоит из двух горизонтальных трубок, подключаемых к подающей и обратной магистрали. Корпус и детали коллектора изготавливают из таких материалов:

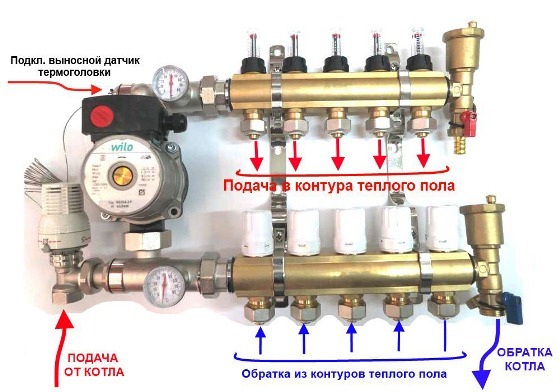
На рисунке ниже представлена детальная схема коллектора теплого пола, обычно в таком комплекте он и поставляется производителями:
На трубке для подачи расположены ответвления с термостатическими клапанами (исполнительными механизмами), на обратке – отводы с датчиками протока. Сверху на термостатах стоят пластмассовые колпачки для ручной регулировки, их закручивание приводит к нажатию на шток и перекрыванию потока. Расходомеры или датчики протока, стоящие на обратной трубке коллектора для теплого водяного пола, служат для визуального наблюдения за количеством протекающей воды и выполнения гидравлической балансировки системы.
Примечание. В самых дешевых версиях коллекторов датчики протока могут отсутствовать.
С целью контроля за давлением и температурой на коллектор устанавливаются термометр с манометром, а для спуска воздуха – специальный кран. Еще в комплект входят заглушки, отводы, краны и скобы для крепления узла к стене или к металлическим рейкам шкафа. Многие поставщики практикуют полную комплектацию всего узла, где имеется распределительный коллектор в сборе с насосом и двухходовым или трехходовым клапаном.

Принцип действия
Работа узла происходит так: теплоноситель циркулирует по всем контурам напольного обогрева, побуждаемый насосом. Расход в каждом контуре регулируется клапаном вручную либо автоматически, от капиллярного или сервопривода. Когда температура в подающем или обратном трубопроводе (в зависимости от схемы) снижается меньше установленного значения, двух — или трехходовой клапан начинает подмешивать горячую воду из системы, а теплоноситель из обратки поступает в общую сеть. На рисунке показана схема работы коллектора с накладным датчиком температуры воды и двухходовым клапаном:
Схем работы смесительного узла существует несколько, в них применяются различные детали, но его задача остается неизменной: поддерживать необходимую температуру в системе напольного обогрева и управлять расходом теплоносителя в подающих ветках.
Рекомендации по сборке коллектора
Выполнить сборку коллектора теплого пола, поставляемого в полном комплекте, несложно. Трубки для подающего и обратного теплоносителя уже снабжены клапанами и датчиками расхода, их надо только скрутить вместе, если в комплекте коллектор разделен на секции по 2 или 3 ответвления. Затем, для удобства дальнейшей сборки, трубки лучше закрепить на штатных кронштейнах, тогда распределитель будет представлять собой единый узел. Потом устанавливаются заглушки, элементы присоединения, запорная арматура и приборы контроля.
Примечание. В комплект поставки каждого изделия входит инструкция, с ее помощью и следует осуществлять сборку и монтаж коллектора теплого пола.
Следующий шаг – это крепление коллектора к стене, а после уже можно ставить циркуляционный насос и клапан. Делать это в обратном порядке не стоит, потом будет неудобно прикреплять весь узел в сборе. Насос и клапан с термоголовкой или сервоприводом монтируются в соответствии с выбранной схемой, после чего к ним подсоединяются магистральные трубы отопления, идущие от котла, а к отводам – трубы от греющих контуров. Бывают ситуации, когда распределитель устанавливается не в котельной, а в коридоре или другом помещении, тогда для установки лучше использовать декоративный шкаф для коллектора.

Поскольку стоимость коллектора заводского изготовления достаточно высока, такой узел можно изготовить и самостоятельно. Правда, насос и клапан для смесительной части, а также запорную арматуру приобрести все равно придется. Самый популярный способ собрать самодельный коллектор заключается в том, чтобы спаять его из полипропиленовых труб и фитингов. Для этого потребуются отрезки ППР трубы диаметром 25 или 32 мм, тройники и отводы такого же размера и вентили. Количество фитингов и вентилей зависит от числа греющих контуров. Из инструментов понадобится паяльник для полипропиленовых труб с насадками, ножницы и рулетка.
Прежде чем сделать коллектор из полипропилена, надо отмерить и отрезать участки трубы таким образом, чтобы после соединения тройники находились как можно ближе друг к другу, иначе узел будет выглядеть не эстетично. Потом к тройникам привариваются краны и переходы, а к получившемуся коллектору – остальные фитинги для соединения с насосом.
Следует отметить, что самодельный коллектор для теплого пола, сделанный своими руками, будет обладать некоторыми недостатками. Например, на ответвлениях в подающей магистрали нет термостатических клапанов, а на обратной – датчиков протока. При их отсутствии систему придется регулировать вручную, а это не всегда дает хорошие результаты. Конечно, все эти элементы можно установить и подключить отдельно, но тогда затраты труда будут таковы, что проще приобрести готовое изделие из пластика, чья стоимость достаточно демократична.
Заключение
Несмотря на кажущуюся сложность смесительно-распределительного узла, собрать его не так уж сложно. В комплекте с изделием обычно идет подробная инструкция, ею и следует руководствоваться. Труднее изготовить распределитель своими руками, но это всегда целесообразно, так как комплектующие покупать все равно нужно, да еще и предстоят трудности с настройкой коллектора.
cotlix.com
Что нужно знать о впускном коллекторе?

Впускным коллектором называется часть двигателя внутреннего сгорания, непосредственно через которую попадает топливо-воздушная смесь в камеры сгорания.
Главной функцией впускного коллектора является равномерное распределение топлива (либо просто воздуха) на каждый цилиндр. Очень важно именно равномерно распределять горючую смесь (или воздух) для того, чтобы двигатель функционировал эффективно. Также впускной коллектор служит как крепление карбюратора, форсунок, дроссельной заслонки, либо иных компонентов автомобильного двигателя.
От нисходящих движений поршневой системы, а также от ограничения воздуха от дроссельной заслонки, во впускном коллекторе может образоваться некоторый вакуум, давление будет составлять ниже атмосферного. Такой вакуум может являться довольно существенным, а также применяться для источника питания, чтоб управлять вспомогательными системами, например такими, как:
_Прибор контроля выбросов;
_Корректировка угла опережения зажигания;
_Гидроусилитель тормозной системы;
и другими системами.
Также этот вакуум используется в области системы вентиляции картерного газа. Картерные газы, поступающие во впускной коллектор, начинают дожигаться вместе с топливно-воздушной смесью.
Изготавливают впускной коллектор из таких материалов, как чугун, железо, либо алюминий. Однако, в последнее время наибольшей популярностью у автопроизводителей пользуется пластиковый композитный материал. И это не случайно. Это полностью связано с тем, что воздушные физические свойства имеют одну особенность – расширяться, когда они подвергаются нагреванию. Когда впускной коллектор, изготовленный из металла, начинает нагреваться от двигательного блока, он отдает некоторое тепло воздуху, который проходит через него. Воздух же в свою очередь в минимальном количестве попадает в камеры сгорания, а это приводит к плохому результату для хорошего наполнения цилиндров двигателя. При использовании пластикового материала снизился отрицательный эффект и повысилась наполняемость цилиндров. И было бы логичным, что от этого увеличилась мощность на единицу топлива.

О турбулентности впускного коллектора.
В основном, горючая смесь, попадающая во впускной коллектор с помощью инжектора, либо карбюратора, представлена в виде маленьких капелек. Из-за электростатических сил немного топлива конденсируется на стенках впускного коллектора каплями жидкости. Это не очень хорошо, так как при этом придается изменению рассчитанный электронный блок двигателя и соотношение воздуха с топливом. Турбулентность впускного коллектора может вызвать силы в разных соотношениях и векторах, которые воздействуют на горючую смесь и могут способствовать улучшенному распылению. Хорошее распыление придает наиболее полное сгорание топлива, а также снижает шансы возможного возникновения детонации в автомобильном двигателе методом повышения фронта пламени. Именно поэтому, чтобы достичь нужной турбулентности, внутренняя часть впускного коллектора выполняется в более грубом и не полированном варианте. Однако, тут нужно найти золотую середину, так как только правильная турбулентность сможет добиться наиболее идеального эффекта. К примеру, если турбулентность будет превышать норму, тогда могут произойти перепады давления в области впускного коллектора, впоследствии чего значительно ухудшится мощность автомобильного двигателя.
motorpuls.ru